Overview
The dangers of Hydrogen Sulphide (H2S) aka Sour Gas in oil and gas production are well known. A highly toxic, corrosive, flammable and explosive gas. H2S is colourless and although characterised by it “rotten egg” smell, at high concentrations can also be odourless.
H2S poses an extreme risk to health and safety of personnel. Exposure can result in serious short term and long terms effects, including rapid unconsciousness, coma, and even death.
Operators therefore implement very strict procedures and protocols for personnel working in areas where there is potential for exposure to the gas including provision of specialist training, installation of H2S gas detection systems throughout the site / facility and by issuing personnel gas monitors and breathing apparatus.
However, a significant challenge that operators face when dealing with H2S is trying to maintain the integrity of their production and transport systems as H2S is also highly corrosive.
Hydrogen Sulphide Corrosion
H2S corrosion is a form of aqueous corrosion that can occur on all upstream steel components exposed to H2S, such as well tubing, flowlines, transport pipelines and processing equipment.
All water-wet internal surfaces are prone to H2S corrosion, either by produced water in the bottom of the line or condensed water in the top-of-line. Under-deposit corrosion may cause localised attacks on areas where solid particle settling and deposit build-up take place.
H2S corrosion can be highly aggressive and result in rapid and extensive damage. To try and mitigate the effects of H2S corrosion, specialist stainless alloys can be used to replace traditional types of steel, which when coupled with chemical inhibitors, can be particularly effective. However, these alloys are expensive as not only do they need excellent corrosion resistance properties but will also need to be resistant to other forms of associated attack such as sulphide stress corrosion cracking.
Also, the use of these specialist alloys is not always economically viable for all applications, for example in pipeline system where carbon steel is the only real choice available. For these cases, chemical inhibition is essential but often requires dose rates significantly higher than for sweet systems (C02).
Corrosion Monitoring Options
Corrosion monitoring has the potential to offer real benefits as part of the overall corrosion management and mitigation strategy for assets where H2S corrosion is a significant threat.
Corrosion monitoring can provide accurate, real-time measurement of corrosion rates on all process facilities exposed to H2S protecting the considerable investment already made in specialist materials. It can be used to determine the effectiveness of corrosion inhibitor and dosing rates / regimes enabling optimisation of these chemicals and therefore potential significant cost savings.
Corrosion monitoring can also be trended against process data to provide key insight into the effects of changing process conditions on asset integrity.
Traditional monitoring technologies have some significant drawbacks which has limited their use:
- Corrosion Coupons – Firstly, these devices will only measure corrosivity of the process fluid not the actual corrosion occurring to the pipe wall. Secondly, corrosion coupons must be retrieved on a regular basis and shipped to a specialist facility for cleaning and weighing to determine the corrosion rate. This can be done while the plant is operational with the use of specialist retrieval tools; however, due to the risk of H2S release this is generally not permitted and instead retrieval is deferred to the shutdown where the section of pipe can be isolated, depressurised, purged and vented.
- Corrosion Probes – as a general rule corrosion probes are not recommended for use in H2S service as conductive corrosion products or scales (iron sulphide) precipitated on the probe can result in erroneous readings. Where they are used, they have the similar drawback to corrosion coupons. Namely, these devices will only measure corrosivity of the process fluid not the actual corrosion occurring to the pipe wall. As H2S corrosion can be very aggressive these devices can rapidly wear out, having to be replaced either online with the same safety issues highlighted above or continuing production until the shutdown without any form of online monitoring.
- Guided Wave Systems – although these devices offer the potential to inspect sections of pipework by identifying areas of corrosion. They provide limited information on the potential severity of the corrosion damage occurring and the data gathered requires follow up using conventional manual inspection techniques.
Overview of Rosemount Wireless CorrosionTechnology
 Rosemount Wireless Permasense ultrasonic, wireless, wall thickness monitoring sensors are ideal for monitoring H2S corrosion– being non-intrusive, simple and cost effective to install and having sensitivity of small changes in wall thickness.
Rosemount Wireless Permasense ultrasonic, wireless, wall thickness monitoring sensors are ideal for monitoring H2S corrosion– being non-intrusive, simple and cost effective to install and having sensitivity of small changes in wall thickness.
Advantages of Rosemount Wireless Permasense sensors:
-
Unaffected by changes in process conditions or fluid corrosivity.
-
Provide key insight on effects of changing process conditions on both general and localised H2S corrosion.
- Can be deployed either individually for monitoring general corrosion or in arrays to give high levels of confidence in detection of localised corrosion.
- With data capable of being transmitted to client data acquisition system, wall thickness measurements can be trended against process parameters to provide key insight on the effects of changing process conditions on levels of corrosion.
-
Improved data availability, accuracy and repeatability – quicker detection of changes in corrosion.
- As sensors are fixed in place, they provide high levels of repeatability, combined with accuracies within tens of microns and frequency of wall thickness measurement (determinable by the end user); therefore, changes in corrosion are quickly detected.
-
Safe and simple installation.
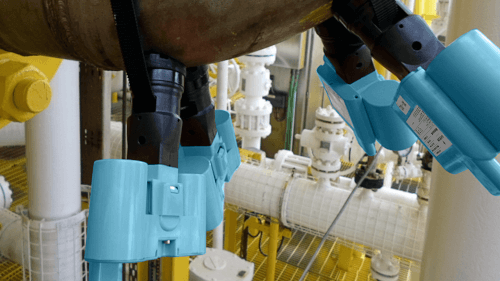
- ET sensors utilize Electro Magnetic Acoustic Transducer (EMAT) technology and are capable of measuring through external protective coatings. The sensors are held against the surface of the pipe using a low force produced by its internal magnets and a securing strap.
- Each sensor is wireless (WirelessHART) and together create a self-forming and self-managing wireless mesh network. Each sensor can route the data either directly up to 50 meters or via other sensors up to 8 data hops back to a wireless gateway which delivers the data to the Data Manager software for monitoring or data hand off to client’s data acquisition system.
Contact
For more information about continuous corrosion and erosion monitoring solutions, please contact our erosion and corrosion specialists.




