As demand for hydrogen rises, steam methane reforming (SMR) and autothermal reforming (ATR) have become increasingly vital. Both SMR and ATR are typically grey hydrogen processes, meaning they release significant carbon dioxide (CO2) and other emissions.
However, my article in the Winter 2024 issue of Global Hydrogen Review, titled “From Grey to Blue,” discusses how each of these processes can be adapted to produce blue hydrogen by capturing and storing most, if not all, of their greenhouse gas emissions.
Blue hydrogen with SMR
SMR is a time-tested, well-understood process used worldwide in refineries and ammonia plants. Natural gas is mixed with steam (H2O) and heated in the presence of a catalyst to create a synthetic gas (syngas) composed of hydrogen, CO2, and carbon monoxide (CO). Shift converters react remaining CO with H2O to form additional CO2 and hydrogen.
The syngas mixture then enters an amine absorber, where amine liquid absorbs the CO2, leaving the hydrogen ready for further purification in a pressure swing adsorber (PSA).
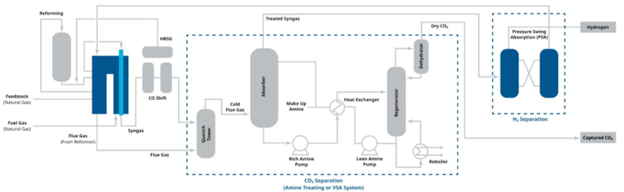
Typical grey hydrogen SMR vents flue gas and anime-absorbed CO2 to atmosphere. Amine-absorbed CO2 can be easily recovered and stored, but flue gas CO2 is impure and less concentrated, so it is usually vented because it is much more difficult and expensive to recover.
Blue hydrogen with ATR
ATR is a newer process that includes many of the same processing steps as SMR, but it is more fuel efficient and creates a single concentrated CO2 stream. Like SMR, natural gas is mixed with steam and heated in the presence of a catalyst, but it is then burned with oxygen to create a very high-temperature syngas. Downstream of the autothermal reformer, the SMR and ATR processes are essentially the same.
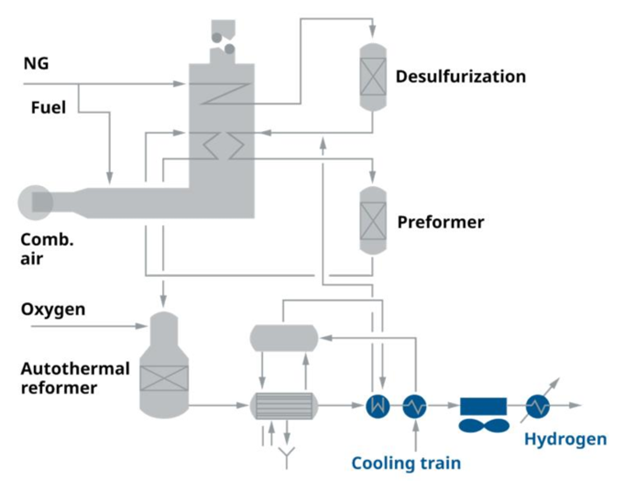
Compared to SMR, ATR makes it much easier to achieve high rates of greenhouse gas capture. While the technology is less mature, several plants are currently in design and early construction across the globe.
Valves in blue hydrogen production
Blue hydrogen production poses numerous challenges for the automated valves, regulators, and relief valves that help control and protect these processes.
Ball valves should have durable seats and appropriate construction materials, relevant API and SIL certifications, low-emission packing, and a proven record in high-pressure hydrogen service. In some circumstances, double-eccentric C-ball valves, or triple offset metal-to-metal seated butterfly valves, can serve as isolation valve alternatives.
Regulator selection can be difficult due to the wide range of material requirements, but fortunately, some models can be specified in stainless steel, Monel, Hastelloy, or nickel-aluminum bronze to provide control at pressures from 5-150 PSI.
Finally, relief valves in these processes typically require both high capacity and reliable sealing, even near their pressure setpoint. Pilot relief valves with enhanced seal tightness effectively meet these demands.
Amine control valve selection
In both SMR and ATR processes, the lean amine feed valve is critical for proper operation. It must provide consistent amine flow despite a high pressure drop and cavitating conditions.
The best valve for this application will be a single-seated 316SS valve with hardened Alloy 6, anti-cavitation trim, and enhanced packing.
PSA valve selection
PSA isolation valves are often subjected to continuous cycling, high pressure and vacuum conditions, elevated temperatures, and erosive powdered bed media.
Compared to other automated valve designs, triple offset designs provide a smaller footprint and less weight, improved operability, reduced fugitive emissions, and a longer valve life for this difficult application.

Double eccentric C-ball valves are another option, offering an effective combination of fixed metal seats, mechanical sealing independent of process pressure, reduced wear, and low emissions.
Valve actuators in remote pipelines
In remote installations where instrument air is not available, electric actuators can work in applications with lower torque requirements. If high torque is needed, zero-emission hydraulic actuating systems can use pipeline pressure to drive valves.
Major automation suppliers often have decades of experience with hydrogen process units, including expertise applicable to newer carbon capture and transport technologies. Operating companies designing systems to convert grey to blue hydrogen should consult with these suppliers to leverage their knowledge and streamline development.
Visit the Triple Offset Valves section on Emerson.com to know how you can outperform traditional valves with increased durability, reliability and lower ownership cost.
You can also visit the AEV C-Ball Valves section on Emerson.com to know how you can revolutionize the way you think about ball valves in the isolation of your cryogenic and severe service processes. With its breakthrough “C” shaped ball design, the ²XC™ ball valve delivers unrivalled torque seated isolation, with improved safety, reliability, and performance.
